Kaplamalar, Silikon-Esaslı Teknolojiler ve Korozyon
- 13 Haziran 2017
- Yayınlayan: Stm Coatech
- Kategori: Eğitici Makaleler
Korozyon, binalar, köprüler ve kamu hizmetlerinden uçaklara, trenlere ve otomobillere kadar yaşamımızın neredeyse her yönünü etkiliyor. Çalıştırdığımız her metal cıvata, vida, plaka, boru veya kiriş korozyona açıktır. Maliyet zamanımız, para, sağlık ve emniyetimizdir.
Kaplamalar, Silikon-Esaslı Teknolojiler ve Korozyon
Giriş
Korozyon, binalar, köprüler ve kamu hizmetlerinden uçaklara, trenlere ve otomobillere kadar yaşamımızın neredeyse her yönünü etkiliyor. Çalıştırdığımız her metal cıvata, vida, plaka, boru veya kiriş korozyona açıktır. Maliyet zamanımız, para, sağlık ve emniyetimizdir.
Kaplama formülatörünün kontrolünün veya beklentisinin dışında birçok faktör vardır:
• yapı malzemeleri: optimum olmayan metal alaşımları ve yüzey morfolojisi;
• çevresel temas: nem, kimyasallar, mikroplar, aşındırıcı partiküller vb;
• Çalışma koşulları: sıcaklık, akış hızı, türbülans ve faz ayrımı.
Kaplamalar korozyonun hafifletilmesi için kilit bir yaklaşımdır. Genel olarak korozyon, oksijen, su ve iletken iyonlar (tuzlar ve asitler gibi) metal yüzeyi üzerinde bir elektrokimyasal hücre oluşturur. Bu korozyon elemanlarının nüfuziyetini yavaşlatarak formülasyon bir boya filminin dayanıklılığını ve kaplanmış nesnenin ömrünü artırabilir. Bu yazı iki kaplama özelliğine odaklanmaktadır: geçirgenlik ve adhezyon, kaplama formülasyonlarına silikon bazlı teknoloji önerileri sunmaktadır.
Geçirgenlik
Estetik bir yana, bir kaplamanın başlıca rolü, çevre ile korunacak nesne arasında bir bariyer görevi görmektir. Bir kaplamanın bariyer performansının etkililiği, geçirgenliği tarafından etkilenir ve bu da geçirgenliği, gözenekliliği ve tıkayıcı özelliklerinin bir fonksiyonudur.
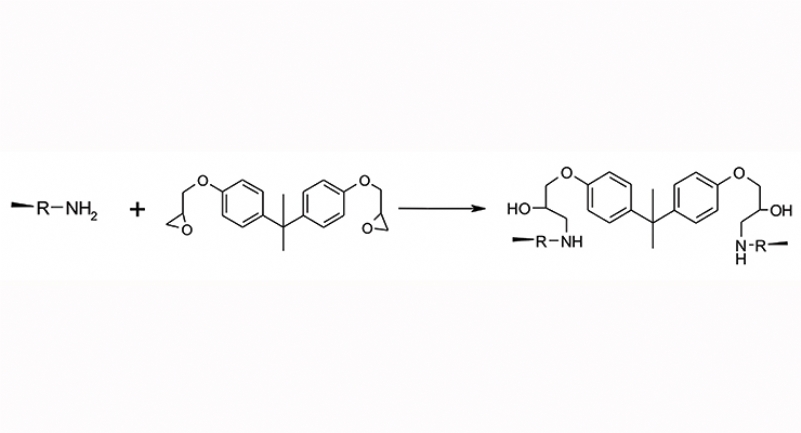
Epoksi reçineler, korozyon kontrol bağlayıcıları için endüstri standardıdır. En yaygın olanı genellikle poliaminlerle çapraz bağlanmış Bis-Fenol A tipi epoksidir. Yüksek aromatik içeriğiyle, epoksi reçineleri mükemmel bariyer özelliklerine sahiptir, ancak bu kaplamalar bile geçirgen olabilir ve hidrolitik saldırıya duyarlı olabilirler. İkincil amin, ilave epoksit halkaları ile reaksiyona girebilir, ancak sterik engelleme ve karıştırma kısıtlamaları sonucunda, filmde kalıcı sucul aminler (hem birincil hem de ikincil) bulunur. Buna ek olarak, hidrojen bağlanması yoluyla polimer adhezyonu sağladığı düşünülen sonuçtaki ikincil hidroksil grubu, suculdur ve ayrıca su emilimine katkıda bulunabilir.
Benzer şekilde, diğer geleneksel kaplama reçine bağlayıcıları (örneğin, üretanlar, polyesterler, vb.), değişen derecelerde su saldırısına duyarlıdır. Bu eksiklik, polisiloksan katkı maddelerinin kullanımı ile azaltılabilir. Siloksan omurgasının hareket kabiliyeti ve düşük dönme enerjisi, silikon polimerin kaplama-hava arayüzünde yön vermesine olanak tanır ve su geçirmezlikle sonuçlanan hidrofobik, düşük enerjili bir yüzey yaratır, ıslanma ve boya filmi nüfuzunu önler. Bir siloksan polimer üzerindeki işlevsel gruplar (organik ve inorganik), film bütünlüğünü arttırmak için kaplama matrisi içinde kovalent bağlar oluşturabilir, böylece hidrofobikliği daha da arttırır.
Kaplama filmleri, pim delikler gibi mikroskopik kusurlar içerir, metal yüzeyine nüfuz edebilen ve korozyona neden olan gözeneklilik yaratır. Üst kaplama, oksijen ve su geçişini geciktiren bu kusurları kapatabilir, ancak yüksek film kalınlığının da kendi dezavantajları vardır: (1) kalın film uygulaması sırasında boya çökmesi kaplamanın görünümünü bozabilir; (2) çözücü sıkışması kabarcıklanma ve kraterlere yol açabilir; ve (3) kompleks yapılardaki (örneğin, derzler) yüksek film kalınlığı, çatlamaya ve sonuçta korozyona neden olabilir.
Pigmentasyon, film geçirgenliği üzerinde de önemli bir etkiye sahip olabilir.Artan pigment hacmi konsantrasyonuna (CPVC) kadar artan pigment yüklemesi, sıvıların ve gazların geçişini fiziksel olarak bloke ederek (tıkanma) azaltılmış geçirgenlik ile sonuçlanır. CPVC’nin üzerindeki pigment seviyeleri kaplamada boşluklara neden olur ve geçirgenlik artar. Çok katlı sistemler için, astarın veya taban kaplamanın pigmentasyon seviyesi, son katın geçirgenliğini de etkileyebilir; Düz (yüksek oranda doldurulmuş) astar, reçineyi ıslak bir sonkattan soğurabilir, PVC’yi kritik seviyenin üzerine iter ve bariyer özelliklerini azaltır. Özellikle, yaprak gibi alüminyum taneciği ve mikalı demir oksit gibi tabakalı pigment parçacıklarının kullanımı, kaplamanın geçirgenliğini azaltmak için iyi çalışır. Boya kururken, film bu plaka benzeri katı parçacıkların yüzeyine paralel olarak küçülür, hizalanır ve çakışır, oksijen ve su geçişini kısıtlar.
Anahtar, amaçlanan kaplama uygulamasının hizmet içi sıcaklığıdır. Reçine bağlayıcının cam geçiş sıcaklığı (Tg) ve sıcaklıktaki yapışkan ve elastik özellikleri geçirgenliği etkileyecektir. Ortam koşullarındaki geçirgenliğin değerlendirilmesi bilgilendirici olmakla birlikte, yüksek sıcaklıklarda yapılan testler, uzun vadeli performansı daha iyi tahmin eden sonuçlar sağlayacaktır. Bir kaplama oldukça çapraz bağlanabilirken, termal olarak yumuşarsa daha geçirgen hale gelecektir.
Daha önce de belirtildiği gibi film geçirgenliğini etkileyen bir başka faktör çapraz bağlama seviyesidir. Termoplastik sistemlerden çok, çapraz bağlanmış, kristalimsi, termoset (kimyasal olarak sertleşen), nispeten düşük geçirgenlik özelliklerine sahip olabilir. Düşük çapraz bağlama, nem, oksijen ve korozyon hücresini kaplama-substrat arayüzünde kurabilen iletken iyonların nüfuz etmesine izin verir.
Silikon esaslı malzemeler genel olarak hidrofobik olarak görülürken, bu hidrofobiklik su buharı yerine sıvı su ile ilgilidir. Yapı geçirgenlik ilişkisi hem organik hem de silisyum esaslı malzemeler için geçerlidir. Örneğin, nispeten düşük çapraz bağlama seviyelerine sahip olmayan ya da düşük dolgulu silikon sızdırmazlık ürünleri ve esnek madde, “hava alabilir” bir film oluşturabilen buhar ve gaz geçirgen olduğu bilinmektedir. Öte yandan, silikon reçineleri çapraz bağlıdır ve organik reçine çok geçirgen değildir.
Setallic Sentetik Sedefli Pigmentlerin Kuncai Tarafından Tanıtılması
Güneşin canlılığını ve günbatımının parlaklığını Setallic’le bir sonraki projenize ekleyin. Gelişmiş çok tabakalı kaplamaları içeren son sentetik mika teknolojisi inanılmaz parlaklık ve gizleme performansı sunar. Otomotiv standartlarını karşılar ve ABD’de yerel olarak stoklanır.
Silikon ve organik teknolojileri birleştirmek gerçek sinerji yaratabilir. Bir sınıf “polisiloksan hibrid” kaplamaları, iki polimer sistemini “köprülemek” için bir organofonksiyonel alkoksi silanı ile birlikte epoksi ve silikon reçineleri birleştirir. Bu hibritler, organik reçinelerin kür profillerini ve bariyer özelliklerini mükemmel korozyon direncine sahip endüstriyel kaplamalar için siloksanların ısıl dengesi ve hidrofobikliği ile birleştirir.
Adhezyon
Kaplama adhezyonunun geliştirilmesi basit bir işlem değildir. Birçok faktör, boya performansının bu yönünü etkileyebilir:
• azaltılmış yüzey gerilimi;
• ıslanmaya izin vermek için yavaş kür oranı;
• çapa desenine akış için düşük Tg reçinesi;
• iç baskıları azaltmak: esneklik, dayanıklılık;
• yüzey reaktif gruplar üzerinden kovalent bağlanma;
• metal: oksijenli solventler ve reçineler;
• plastikler için: klorlanmış poliolefin çözücüler; ve
• iki doruklu lateks dağılımı:
- küçük parçacık boyutu – daha iyi nüfuz
- Büyük parçacık boyutu – daha düşük film gerilmesi.
Kumlama ya da kimyasal aşındırma ile yüzeyin artması, ancak kaplama ortaya çıkan çapa desenini ıslatırsa adhezyonu artırabilir. Yüzey profilinin kötü ıslanması arayüzde nemin yoğunlaşmasına ve korozyon hücrelerinin oluşmasına neden olan boşluklara neden olabilir. Islatma, kaplamanın alt tabakadan gelen hava ve sıvıların yerini almasını gerektirir. Yüzey ıslanmasından sonra, kaplama mekanik difüzyon veya emme yoluyla zemine zayıf, ara yüzeysel (Van der Waal’ın kuvveti) etkili olmasını ve hidrojen bağlarını yapıştırabilir.
Islatma zorluğu için en yaygın çözüm, solventler veya su gibi taşıyıcı sıvılar ile seyreltilerek boya viskozitesini düşürmektir. Etkili çözücü seçimi, kaplamanın yerinde sabitlenmesi için ilk hızlı hızlı kapama, polimer viskozitesini düşürmek için güçlü ödeme gücü ve yüzey profili nüfuzuna izin vermek için yavaş bir nihai buharlaşma oranı ile ikili veya üçüncül bir harman gerektirir. Optimum adhezyon sağlamak için filmin cam geçiş sıcaklığı (Tg) ortam sıcaklığını aşmadan yüzey profilinin ıslanması gerekir. Bu çare, seyreltmenin hacim katılarını azaltması, çökme ve kuru film geçirgenliğini artırabilmesi için sınırlamaları vardır. Emisyon düzenlemeleri sıkılacağından, ıslatmaya yönelik solvent yaklaşımı daha az çekici bir seçenek haline gelir.
Modern kaplamalar, solventsizlik yerine silikon-polieter kopolimerleri gibi uçucu olmayan yüzey aktif cisimlerine dayanarak kaplamanın ıslanmasını iyileştirir. Saf polidimetil siloksanlardan (silikon yağlarından farklı olarak) silikon-polieterler, organik boya bileşenleri ile uyumluluk sağlayan organik ikame ediciler ve düşük yüzey gerilimi (~ 21 dynes / cm) içerirler. Silikon omurga, mükemmel yüzey ıslatma ve azaltılmış yüzey kusurları sağlamak için kaplama filmi içinde düşük viskozite ve hareketlilik sağlar. Önemli gelişme, genellikle kaplama katılarının % 0,1 ila % 0,5 ilave oranlarında görülür. Bu çok yönlü teknoloji, geniş bir yelpazede kaplama formülasyonları ile uygun kopolimer uyumluluğunun ve yüzey aktivitesinin dengesini sağlamak için önemli kopolimer tercümesi sağlar.
Yüzey ıslatma elde edildikten sonra adhezyon, kaplama ile alt tabaka arasında kovalent bağ oluşturarak zayıf molekül içi çekim ötesinde daha da geliştirilebilir. Yapışkan bağlama için metal yüzey hazırlıkları, tarihsel olarak, kuvvetli asitler ve altı değerli krom kullanılan anotlama veya aşındırma işlemlerinden oluşuyordu. Bu yüzey işlemi çoğunlukla yüksek VOC seviyeleri ve daha fazla altı değerli krom içeren korozyon önleyici bir astar uygulandı. 1983’te bir akrilik kopolimer, bir epoksi reçine, bir silika-sol ve bir trialkoksisilandan oluşan bir astarın kaplamadan sonra üstün bir boya kabiliyeti, yağ giderme direnci ve korozyon direnci sağladığı bulundu. On iki yıl sonra sadece silanlara dayanan bir yıkama astarının benzer faydalar sağlayabileceği bulundu.
Alkoksi silanlar aşağıdaki gibi kaplamalarda çok sayıda fayda sağlamaktadır:
• neme direnç;
• adhezyon teşvik edilmesi;
• çapraz bağlama;
• anti-statik / anti-mikrobik;
• pigment dağılımı; ve
• Dayanıklı polimer sentezi.
İnorganik işlevsellik (tipik olarak metoksi veya etoksi) herhangi bir hidroksil grubuyla (su, metal hidroksit, karbinol) reaksiyona girer. Organo-fonksiyonel (reaktif veya reaktif olmayan) organik reçine kimyalarına uyum sağlar. Birlikte bu işlevler organik polimerler ile mineral yüzeyler (örn. Pigmentler, dolgu maddeleri,cam ve metal substratlar) arasında kovalent bağlar oluşturarak arayüzleri köprü yaparak adhezyon, su, kimyasal, aşınma ve UV direnci, akış ve pigment ve dolgu dağılımında iyileşme sağlıyor.
Yaygın olarak adhezyon arttırıcılar olarak bilinen alkoksi silan astarları aynı zamanda kontrollü hidrofobiklik, mükemmel termal denge, yüzey aktivitesi, kimyasal direnç ve korozyon koruması sunar. 1962’nin başlarında alkoksi silanlardan kısmi hidrolizatlar (ör., Tetra-etoksisilan) veya alkali silikatlar, çinko metal tozu ile birleşmiş, organik reçine bazlı çinko primerler tarafından verilenin üzerinde demirli substratların galvanik korumasını sağladığı bulunmuştur. Bu teknoloji ikili ya da tekli sistem olarak mevcuttur ve boya endüstrisinde kullanılan baskın galvanik astar olmuştur.
Mineral pigmentlerin ve dolgu maddelerinin (mesela silika, titanyum dioksit, vb.) Alkoksi silanlarla muamele edilmesi, kaplamalar endüstrisinde iyi bilinmektedir. Sonuç, dağılım ve fiziksel özellikleri iyileştirmek için inorganik pigment / dolgu maddesi partikülünün bağlayıcı matris içine daha iyi entegrasyonunu sağlar. Pigment veya dolgu maddeleri tedarikçileri çoğunlukla silanlarla parçacık muamelesi yaparken, nem baskısına çok daha az duyarlı daha sıkı çapraz bağlanmış, hidrofobik bir film oluşturmak için alkoksi silanı doğrudan bir kaplama formülasyonuna dahil ederek benzer faydalar gözlemlenebilir.
Sonuçlar
Hidrolitik saldırı ve korozyon kaçınılmazdır. Kaplama hazırlayıcıları ancak süreci yavaşlatmayı gerçekleştirebilir. Bir kaplamanın geçirgenliği ve yapışması, uzun vadeli performans için kritik önem taşır. Silikon yüzey aktif maddesi, polimerler ve alkoksi silanlar gibi silikon esaslı teknolojiler, birçok performanslı kaplamanın ıslanma, yapışma ve dayanıklılığını artırmak için kaplamalara dahil edilebilir.
1.Karbon (C)
Karbon, çelikte en önemli elementtir, söndürme ile sertleştirilmesi gereken çeliklerde ve karbonun derecesinin, malzemenin sertliğini, mukavemetini ve ayrıca sertleşebilirlik tepkisini kontrol etmesi esastır.
Çelik miktarı arttıkça karbonun miktarı artarsa yumuşaklık, dövülebilirlik ve işlenebilirlik azalacaktır.
2.Manganez (Mn)
Manganez, karbon üzerinde karbondan sonra ikinci en önemli unsur olabilir. Mn’nin karbona benzer etkileri vardır ve çelik üreticisi istenen özelliklere sahip bir malzeme elde etmek için bu iki elementi birlikte kullanır. Manganez, oksijen ve kükürt ile kombinasyon halinde sıcak rulo yapma işlemi için bir zorunluluktur.
Varlığı ana etkilerin altında buluyor:
• Kükürt ve oksijeni cürufa kadar eriten bir temizleyici olarak işlev gören hafif bir deoksidandır.
• Sertleşme kabiliyetini ve gerilme mukavemetini arttırır, ancak yumuşaklığı azaltır.
• Kükürt ile birleşerek küresel manganez sülfitler oluşturur, bu da iyi işlenebilirlik için serbest kesme çeliklerinde önemlidir.
Çelikler en az % 0.30 manganez içerir, ancak bazı karbonlu çeliklerde % 1.5’e kadar bulunabilir.
Manganez aynı zamanda karbonlama esnasında karbon delme oranını arttırma eğilimi gösterir ve yumuşak bir deoksidan ajanı olarak işlev görür. Bununla birlikte, çok yüksek karbon ve çok yüksek manganez birbirine eşlik ettiğinde, gevreklik oluşur. Manganez, sülfür ile işleme için faydalı olan Manganez Sülfür (MnS) oluşturabilir. Aynı zamanda,gevrekliğe sülfür ile karşı koyar ve karbon çeliğinin yüzey kaplaması için faydalıdır.
Kaynak amacıyla, manganezin sülfüre oranı en az 10-1 olmalıdır. % 0.30’dan daha az Mangan içeriği, kaynak gözündeki iç gözenekliliği ve çatlamayı teşvik edebilir, içeriği % 0.80’in üzerindeyse çatlama da ortaya çıkabilir. Düşük Manganez Sülfür oranı olan çelik, kaynağında çatlamaya neden olabilecek demir Sülfür (FeS) formunda kükürt içerebilir.
3.Fosfor (P)
Her ne kadar çeliğin gerilme mukavemetini arttırır ve işlenebilirliği geliştirse de genelde, gevrekleşme etkisi nedeniyle istenmeyen bir kirlilik olarak kabul edilir.
Fosfor unsurunun etkisi konsantrasyona bağlı olarak çelik üzerinde çeşitli etkilere sahip olacaktır. Zararlı olmasından ötürü yüksek dereceli çelikteki maksimum fosfor miktarı % 0,03 ila % 0,05 arasındadır. Düşük alaşımlı yüksek mukavemetli çeliklerde % 0.10’a kadar fosfor, çeliğin korozyona karşı direncini artırmanın yanı sıra gücü de arttıracaktır. Sertleşmiş çeliğin içeriği çok yüksek olduğunda, gevrekleşme ihtimali artar. Mukavemet ve sertlik geliştirilmiş olsa da yumuşaklık ve dayanıklılık azalır.
Serbest kesme çeliğinde işlenebilirlik geliştirilir ancak fosfor içeriği % 0.04’den fazla ise, kaynak sırasında gevreklik ve kaynak çatlakları oluşabilir. Çinkonun galvanizlenmesi sırasında çinko tabakasının kalınlığı da fosfor tarafından etkilenir.
4.Sülfür- Kükürt (S)
Kükürt normalde bir kirlilik olarak bilinir ve bir çelik yüksek kükürtlü ve manganezde düşük olduğunda çarpma özellikleri üzerinde olumsuz bir etkisi vardır. Kükürt, işlenebilirliği geliştirir, ancak çapraz yumuşaklığı ve çentikli darbe dayanıklılığını düşürür ve uzunlamasına mekanik özellikler üzerinde çok az etkiye sahiptir. İçindekiler çeliklerde % 0.05 ile sınırlandırılır, ancak çeliklerin işlenebilirliği % 0,10’dan % 0,30’a kadar olan kükürt alaşımlarının eklenmesinden kaynaklanan olumsuz etkilere karşı manganez içeriği arttıkça % 0,35’e kadar serbest kesme çeliklerine eklenir. Bu tiplere “kükürtten arındırma” veya “serbest işlem” denebilir. Serbest kesme çeliklerinin, maksimum % 0.35’e kadar, işlenebilirliğini artırmak için kükürt ilave edildi.
Kükürtün çelik üzerindeki etkisi belirli aşamalarda negatif olsa da, % 0.05’in altında herhangi bir kükürt içeriği, çelik kaliteleri üzerinde olumlu bir etkiye sahiptir.
5.Silisyum (Si)
Silisyum, çelik için başlıca deoksidanlardan biridir. Silisyum, erimiş çeliğin içindeki oksijen kabarcıklarını gidermeye yardımcı olur. Demir oksitleyici olarak kullanıldığında, rulo yapılmış çeliğin içinde genellikle yarı miktarda ve tamamen kurutulmuş çelikleri üretmek için en yaygın kullanılan ve % 0.40’dan daha düşük oranlarda görünen elementtir (% 0.20). Bununla birlikte, çelik dökümlerde, genellikle % 0.35 ila % 1.00 arasında bulunur.
Silisyum demir içinde erir ve onu güçlendirir. Bazı dolgu metalleri, kirlenmiş yüzeylerde kaynak için gelişmiş temizleme ve deoksidasyon sağlamak için % 1’e kadar içerebilir. Bu dolgu metalleri temiz yüzeylerde kaynak yapmak için kullanıldığında, oluşan kaynak metali kuvveti belirgin şekilde artacaktır. Silisyum manganezden daha az mukavemet ve sertlik kazandırır. Sonuç olarak ortaya çıkan yumuşaklıktaki azalma, çatlama problemlerine neden olabilir.
Galvanizleme amaçları için % 0.04’den fazla silisyum içeren çelikler galvanizli kaplamanın kalınlığını ve görünümünü büyük ölçüde etkiler. Bu, ağırlıklı olarak çinko-demir alaşımlarından oluşan kalın kaplamalarla sonuçlanacak ve yüzey koyu,mat bir renge kavuşacaktır. Ancak, dış katmanın saf çinko olduğu parlak bir galvaniz kaplama kadar çok korozyon koruması sağlar.
6.Krom (Cr)
Krom, çelikte güçlü bir alaşım elementidir. Cr bazı yapı çeliklerinde az miktarda bulunur. Çeliğin sertliğini arttırmak ve korozyon direncini artırmak ve çelik malzemenin akma dayanımını arttırmak için öncelikle kullanılır. Bu nedenle genellikle nikel ve bakırla birlikte oluşur. Paslanmaz çelikler % 12’den fazla krom içerebilir. Herkesçe bilinen “18-8” paslanmaz çelik, % 8 nikel ve % 18 krom içeriyor.
Çeliğin içindeki krom yüzdesi % 1.1’i geçtiğinde, çeliğin oksitlenmeye karşı korunmasına yardımcı olan bir yüzey katmanı oluşur.
7. Vanadyum (V)
Vanadyum kimyasal elementinin etkileri Mn, Mo ve Cb’ye benzerdir. Diğer alaşım elementleri ile birlikte kullanıldığında, tane büyümesini, rafine tane boyutunu kısıtlar, sertleşebilirliği arttırır, gevrekleşme dayanıklılığını ve darbe yüklenmesine direnci arttırır. Yüksek sıcaklıklarda yumuşama, dayanıklılık basıncı ve aşınma direnci geliştirilir. % 0,05’ten büyük olduğunda, termik basınç giderme işlemleri sırasında çeliğin aşınması eğilimi olabilir.
Vanadyum, diğer alaşım elementleri ile birlikte nitrürleme, ısıya dayanıklı, alet ve yaylı çeliklerde kullanılır.
8.Tungsten (W)
Kesme takımlarında kullanılan yüksek hızlı çelik üretmek için krom, vanadyum, molibden veya manganez ile birlikte kullanılır. Tungsten çeliğin “kızıl-sert” olduğu ya da kızgın hale gelmesinden sonra kesilecek kadar sert olduğu söylenir. Isıl işlemden sonra çelik yüksek sıcaklıkta sertliğini korur ve özellikle kesme aletleri için uygundur.
Tungstenli karbit şeklinde tungsten;
• Kırmızı ısılarda bile çelikten yüksek sertlik kazandırır.
• İnce taneleri yükseltir.
• Isıya direnir.
• Yüksek sıcaklıklarda mukavemeti arttırın.
9. Molibden (Mo)
Molibden, manganez ve vanadyum gibi etkilere sahiptir ve genellikle biriyle veya diğeriyle kombinasyon halinde kullanılır. Bu element güçlü bir karbit oluşturucudur ve genellikle alaşımlı çeliklerde % 1’den az miktarlarda bulunur. Sertleşebilirliği,sıcaklık direncini arttırır ve aynı zamanda aşınma direncini ve sürünme direncini arttırır. Korozyon direncini artırmak için paslanmaz çeliklere eklenir ve aynı zamanda yüksek hızlı çeliklerde de kullanılır.
10.Kobalt (Co)
Kobalt, yüksek sıcaklıklarda ve manyetik geçirgenlikte gücü geliştirir. Sertliği arttırır, ayrıca yüksek söndürme sıcaklıklarına izin verir (ısıl işlem prosedürü sırasında). Daha karmaşık çeliklerde diğer elementlerin bireysel etkilerini yoğunlaştırır. Co bir karbit oluşturucu değildir, ancak alaşıma Kobalt eklenmesi yüksek ulaşılabilir sertlik ve daha yüksek kırmızı sıcak sertliği sağlar.
11.Nikel (Ni)
Çeliğin korozyon direncine olumlu etkisinin yanı sıra Ni, sertleşebilirliği artırmak için çeliklere eklenir. Nikel, kırılma dayanıklılığını iyileştirerek malzemenin düşük sıcaklığını geliştirir. Çeliğin kaynaklanabilirliği, bu elemanın varlığı nedeniyle azalmaz. Nikel, çeliğin çentik dayanıklılığını büyük ölçüde arttırır.
Nikel genellikle diğer alaşım elementleri, özellikle krom ve molibden ile birlikte kullanılır. Paslanmaz çeliklerin önemli bir bileşenidir ancak karbon çeliklerinde bulunan düşük konsantrasyonlarda bulunur. Paslanmaz çelikler % 8 ile % 14 arasında nikel içerir.
Ni’nin bir alaşıma eklenmesinin bir başka nedeni şamdan çeliklerinde daha parlak bölümler oluşturmasıdır.
12. Bakır (Cu)
Bakır, birincil korozyona direnç unsurudur. Ayrıca sertleşebilirlik üzerinde küçük bir etkisi vardır. Genellikle %0,20’den az olmayan miktarlarda bulunur ve A242 ve A441 gibi çelik kalitelerinde birincil anti-korozyon bileşenidir.
Çoğunlukla çeliklerde kalıntı bir madde olarak bulunurken, bakır ayrıca çökelme sertleştirme özellikleri üretmek ve korozyon direncini arttırmak için eklenir.
13.Alüminyum (Al)
Alüminyum, malzemede çok az miktarda bulunan en önemli deoksidizerlerden biridir ve aynı zamanda daha ince taneli kristalin bir mikro yapıyı oluşturmaya ve çelik kalitesinin dayanıklılığını arttırmaya yardımcı olur. Genellikle silisyumla kombine olarak yarı veya tamamen kurutulmuş çelik elde etmek için kullanılır.
14.Titanyum (Ti)
Ti, dayanıklılığı arttıran tane boyutu büyümesini kontrol etmek için kullanılır. Aynı zamanda sülfid kapanımları uzatılmış küresel şekline dönüştürür, mukavemet ve aşınma direnci ile dayanıklılığı ve yumuşaklılığı geliştirir.
Ti çok güçlü, çok hafif metal olup tek başına veya alaşımlı çeliklerle kullanılabilir. Onlara yüksek sıcaklıklarda yüksek mukavemet sağlamak için çeliğe eklenir. Modern jet motorları titanyum çelikleri kullandı.
• Uzun ısıtma esnasında paslanmaz çeliklerde kromun sınırlı olarak tükenmesini önler.
• Yüksek kromlu çeliklerde östenit oluşumunu önler.
• Orta krom çeliklerinde martensitik sertliği ve sertleşebilirliği azaltır.
15. Niobyum (Nb, eskiden Columbium-Columbium, Cb olarak bilinir)
Niobyum, önemli bir tane rafine edici elementtir ve çelik üretiminde kuvvet arttırıcı unsurlardır. Niobyum güçlü bir karbit oluşturucudur ve çok sert, çok küçük, basit karbitleri oluşturur. Yumuşaklık, sertlik, aşınma ve korozyon direncini geliştirir. Ayrıca eskiden Columbiyum olarak bilinen rafine edilmiş tane yapıya sahiptir.
16.Bor (B)
Çeliğin borunun en önemli etkisi ve amacı, sertleştirmeyi büyük ölçüde iyileştirmektir.
Borun en büyük avantajı, ilave sertleştirilebilirlik açısından büyük miktarda gerekli olan diğer elementlerle aynı sonucu elde etmek için az miktarda ilave edilebilmesidir. Çelik alaşımlarında tipik aralık % 0.0005-0.003’tür.
Isıl işlem süreci sırasında orta karbon çeliğinin sertleşebilirliğini artırmak için diğer elementlerin yerine konan bor eklenir. ancak dövme kalitesinin pahasına yüksek hızlı çeliklerin kesme performansı artırılmış. Bor içeriği çok yüksek olabilir, bu da sertleşebilirliği, dayanıklılığı ve ayrıca gevrekliği azaltan nitelikte olabilir. Çeliğin içinde bulunan karbon yüzdesi de borun sertleşebilirlik etkisinde rol oynar. Borun sertleşebilirlik üzerindeki etkisi arttıkça karbon miktarı orantılı olarak azaltılmalıdır.
Bora çelik ilave edildiğinde, oksijen veya azot ile reaksiyona girmemesini sağlamak için önlem alınmalıdır; çünkü bor kombinasyonu ikisinden biri boru kullanışsız kılacaktır.
17. Kurşun (Pb)
% 0,30’a kadar işlenebilirlik kazandırmak için çok az miktarda kurşun ilavesi, işlenebilirliği geliştirir. Dağılımın homojen olması, çeliğin fiziksel özellikleri üzerinde çok az etkiye sebep olur ve genel inancın aksine, kaynak yeteneğini etkilemez.
18. Zirkonyum (Zr)
Kapanımların şeklini değiştirmek için zirkonyum çelik üzerine eklenir. Düşük alaşımlı, düşük karbonlu çeliklere tipik olarak eklenir. Sonuç, şekil değiştirmelerin uzunlamadan küreye dönüşmesi, dayanıklılık ve yumuşaklılık özelliklerinin iyileştirilmesi üzerine artmasıdır.
19. Tantal (Ta)
Kimyasal olarak Niobyum’a (Nb) çok benzer, alaşım üzerinde benzer etkiye sahiptir – çok sert, çok küçük, basit karbitleri oluşturur. Yumuşaklılık, sertlik, aşınma ve korozyon direncini geliştirir. Ayrıca, rafine edilmiş tahıl.
20.Nitrojen (N)
Azot, alaşımda Karbona benzer davranır. N, sertliği artırmak için C’yi az miktarda (hatta büyük modern teknolojilerle) ikame eder. Açıkçası, Azot Karbitleri değil, Nitrürleri oluşturmaktadır. INFI’nin N vardır ve Sandvik’in şampiyon olması, % 3 N değerinde alaşım olması ve C’nin tamamen yerini tutmasıyla bir kaç tane daha var. Ne yazık ki bıçak makineleri için mevcut değildir. Azot, Krom karbitleri oluşturmaktan ziyade Krom nitrürleri oluşturmaktan daha az eğilimli olduğundan, varlığı korozyon direncini geliştirir ve alaşımda daha fazla serbest Krom bırakır. Nitrojen, nitritlerin oluşumunda daha az reaktif olduğu için, karbit boyut ve hacmini arttırmadan ilave sertlik için kullanılabilir, örn. Sandvik 14C28N çelik.
21. Selenyum (Se)
Çatal çeliğinde tipik olarak istenmeyen şeyler işlenebilirliği artırmak için eklendi. Aynı kalsiyojen grubundaki kükürte benzer.
Yukarıda gösterilen tüm kimyasal elementler ve etkiler çelik malzemelerle ilgilidir. Yani, eğer çelik endüstrisinde iseniz, aynı şeyi yapmalısınız.
STM Coatech, SSPC PCI (Uluslararası Kaplama Enspektörlüğü) ve Corrodere (MPI Group England) Türkiye, Romanya, Ukrayna, Gürcistan, Rusya, Azerbaycan, Turkmenistan, Kazakistan, Irak, Katar, Kuveyt, Umman, Sudan ve Cezayir resmi lisansörüdür.
Ayrıca Türkiye başta olmak üzere yukarıda bahsetmiş olduğumuz ülkelerin yetkili sınav merkezidir. Corrodere Enspeksiyon Kursları aşağıda sıralanmıştır.
1.Icorr Level 1
2.Icorr Level 2
3.Icorr Level 3
4.IMO PSPC
5.Corrodere Hot Galvanizing
6.Corrodere Insulation Inspector
7.Practical Workshop Icorr 1,2,3
8.Corrodere Marine & Offshore Inspector
9.Transition to IcorrReferans
Coatings World, http://www.coatingsworld.com/issues/2017-06-01/view_features/coatings-silicon-based-technologies-and-corrosion/ , Erişim Tarihi:13.06.2017